The Power of Black in Modern Printing and packaging

Recent Posts
-
 Why Ammo Boxes Dimensions Matter... June 18, 2026
Why Ammo Boxes Dimensions Matter... June 18, 2026 -
 Why Face Cards Matter: A... June 9, 2026
Why Face Cards Matter: A... June 9, 2026 -
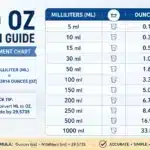 ML to OZ Conversion Guide... June 3, 2026
ML to OZ Conversion Guide... June 3, 2026
Although vibrant neon’s and fleeting pastels are a new trend to claim market spotlight. Yet world’s prestigious brands pick “Black” for printing text or graphics on their packaging. Because may be the bold, vibrant, minimalistic, or monochromatic color palettes rule the market. But black is always the undisputed king of the shelf. It does not just voids and negative space. It radiates an air of command, suggests refined opulence and supreme luxury. Therefore, premium brands use it to build a strong and recognizable market image. So if you want to make your artwork more appealing and classy. Then, use black in printing and packaging. But remember, using black in printing can be tricky. Especially when you are preparing your artwork for printing.
Thus, to avoid any error and mistake while printing in black, read this blog. We will walk through the uses and methods for using black in printing and packaging to create a flawless look. Let’s begin.
The psychology of black in branding
In branding terms, black is not just a color. It is a supreme symbol of exclusivity, luxury, and modernity. This is the reason many global brands have incorporated black into their core brand identity. For instance the interlocking “C” logo of Chanel is printed in black to define their prestige and timeless fashion sense for centuries. Similarly, the black “Swoosh” of Nike conveys strength and the grit for athletic determination.
Another reason for using black in printing and packaging is it provides the “visual floor”. This means it allows other elements to shine. For example when you use metallic gold for text or illustration against a deep black background. It makes the typography and graphics bold and forces the eye to focus entirely on the accent color.
The technical challenge of printing black
Designers think that printing in black is not a big problem. Just pump up all the color saturation to 100 and here you have your required colors. This is right but not completely. True back is the hardest color for a printer to master. Actually in the printing world manufacturers use CMYK color models. CMYK stands for Cyan, Magenta, Yellow, and Key or Black. These colors are blended together in a certain percentage to get the desired shade. For example, if you want a text in an electric blue. Then the CMYK percentage will be:
C = 51%
M = 2%
Y = 0%
K = 0%
When you max all these percentages to 100% you get a very dark, rich black, often known as “Registration Black”. This is a dull, washed out kind of black which is so dense that it loses clarity and the text and images are printed without fine details. Moreover, excessive saturation (at 400%) can lead to a soggy consistency in the paper.. Thus, it can result in ink bleed, smudging, and slow drying times. Therefore, if you want to achieve an elite look for your brand. Then, you need to master the vibrancy and balance of colors”. Otherwise you’re just printing dark gray on expensive paper.
Choosing the right CMYK black color
In the professional printing world, there are two types of CMYK black color used for custom packaging and printing. One is the regular black and the other is the rich black. Both the colors have different saturation and are used for different purposes. Let’s find out more about them.
Regular black
The CMYK value for regular black is C=0, M=0, Y=0, K=100. This color is used for fonts and thin lines. Because 100% K ensures a crispy, sharp text result. It is also used when it’s in contrast against other colors. For instance, if you want to differentiate the two colors of your full-colored mailer packaging. Then you’ll use regular black. Visually regular black appears as a dark, dusty gray rather than a solid, deep void.
Rich Black
The CMYK value for rich black is C=60, M=60, Y=60, K=100.Rich black CMYK is usually preferred for large areas of the black background. For example, if you want your entire box to be black in color and reduce the negative space in design. Then, rich black is used.
Pro tips for optimal black printing results
Even the most beautiful design can fall apart on the press if you haven’t accounted for the physics of ink on paper. Therefore, if you want the perfect results of black in printing and packaging keep the following steps in mind.
- Never use two similar shades of black together. Because it results in color variation and Misregistration issues.
- Be mindful of total ink coverage. It should not exceed 240-300%. Otherwise it will slow down the drying process.
- Always view your files in CMYK preview mode before printing. Actually the digital screen creates black using the RGB model whereas in
- printing black is created by adding physical pigment. This leads to color variation.
- Lastly, choose your paper stock wisely. Different papers respond to black ink in different ways.
Conclusion
Black has survived every era of design for a reason. Do you know why? Because it is the only shade that feels relevant today as it did a century ago. Therefore, don’t just use black because it is safe. Use it to offer a high value and an exclusive experience to your customers. But while choosing a specific black in printing and packaging design be careful of CMYK saturation. Discuss it with your packaging supplier and ask for a 3D mock-up before the mass production to rule out any errors or flaws. For professional black printing, you contact Boxit Packages. We manufacture error-free and beautiful boxes.
.jpg)